
托辊的常见故障:托辊摩擦异响、滚筒外表面磨损、锈蚀严重、水尘进入轴承密封圈润滑油脂变质加速损坏、轴承卡涩、轴承的强度、刚度、疲劳破损等。
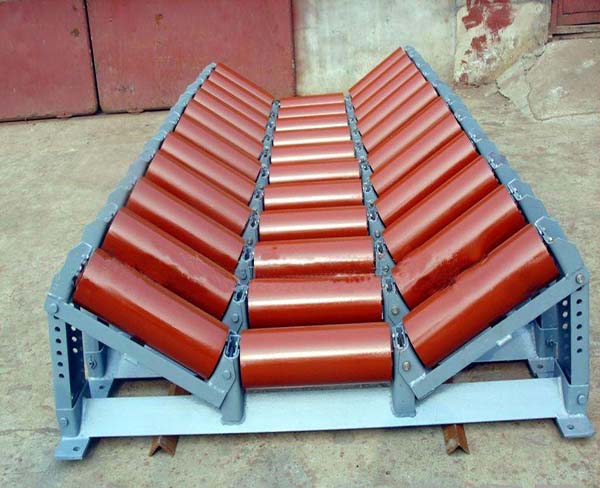
带式输送机运行时,下列因素可能使胶带跑偏:张力沿带宽分布不均,物料偏心堆积,机架变形,托辊轴承损坏,风荷载作用等。上述因素中任何一项都会使运行的胶带跑偏,因此各种形式的带式输送机,在运行时都不可避免地存在不同程度的跑偏现象。为了减少这个问题,除了在安装、检修运行中调整外,还应装设一定数量的自动调心托辊。通常是每隔十组安装一组调心托辊。
蕞简单的调心方法是将三节槽形托辊的两个侧托辊朝胶带运行方向前倾一定角度(3°~5°),当托辊侧斜后,对胶带产生一个力,使胶带向与跑偏了方向相反的方向移动。





托辊间距应满足两个条件:辊子轴承的承载能力及输送带的下垂度,托辊间距应配合考虑该处的输送带张力,使输送带获得合适的垂度。
稳定工况下的下垂度应限制在%%以内。
回程分支托辊间距:2.4~3m。
凸弧段托辊间距:一般为承载分支托辊间距的1/2,还应验算输送带合力的附加载荷是否超出所选托辊的承载能力。
落料处缓冲托辊间距:根据物料的松散密度、块度及落料高度l而定,一般按承载分支托辊间距的l/2~1/3。当松散密度较大,落差较高时可取l.2~1.5倍辊径。

托辊在短期内呈现损坏的原因:
托辊的短期损坏原因有两个:
1、因为落料点的粉尘大,缓冲鼓型托辊密封功能差时极易被污染造成轴承的损坏
2、缓冲胶圈基本都是采用再生橡胶生产的,不光弹性差,耐磨性、耐撕裂性、耐老化性都很差,冲击力小时,使用寿数仅为1年左右,冲击力大时,十几天就会断裂脱落,对输送带发生严重损伤。在百般无奈的情况下,很多皮带机开端选用价格昂贵的缓冲床。





 在线客服
在线客服 18196551876
18196551876 wuhubt@126.com
wuhubt@126.com


